PART 3 전지 제조 기술 - 전극 제조
학습 포인트 |
전극 제조는 전지에서 가장 기본적인 공정으로, 이 공정에서 로딩량, 합제 밀도와 같은 설계 변수가 결정된다. 믹싱, 코팅으로 구성된 코팅 공정과, 압연, 슬리팅, 진공 건조로 구성된 후속 공정의 장비와 제조법을 학습한 후, 각 공정에서 관리해야 할 항목에 대해 알아본다. 또한 삼성SDI의 믹서 사건에 대한 학습을 통하여 전극 제조 공정에서 신경 쓰고 관리해야 할 사항이 무엇인지 알 수 있다. |
개념 맵 |
[그림 1-1]은 전지의 형태를 나타낸 것이며, form factor라고 한다. 리튬 이온 전지는 형태에 따라 원통형, 각형, 파우치 전지로 분류한다. 파우치 전지는 리튬 이온 전지에만 있는 전지 형태이다. 전극과 분리막이 얇아 파우치 전지가 가능하다. 파우치 전지는 [그림 1-1]에서 니켈 탭(tab)으로 되어 있는 양극과 음극 단자가 전지 상단에 나란히 있는 형태이다.

전지 제조 공정은 ① 전극 제조, ② 전지 조립, ③ 화성 공정으로 구성되어 있다. 전지 형태에 따라 전지 조립 공정은 차이가 난다. pilot plant에서 성능이 검증되면 양산 공장을 건설한다. 그러나 전지는 그렇게 해서는 안 된다. 양산 공장 건설 전에 공정 운영 시나리오와 품질 관리 시스템을 확립해야 한다. 전지 제조 공정에서 지켜야 할 규정과 규칙을 정하는 것이다. 이를 위하여 많은 데이터가 필요하다.
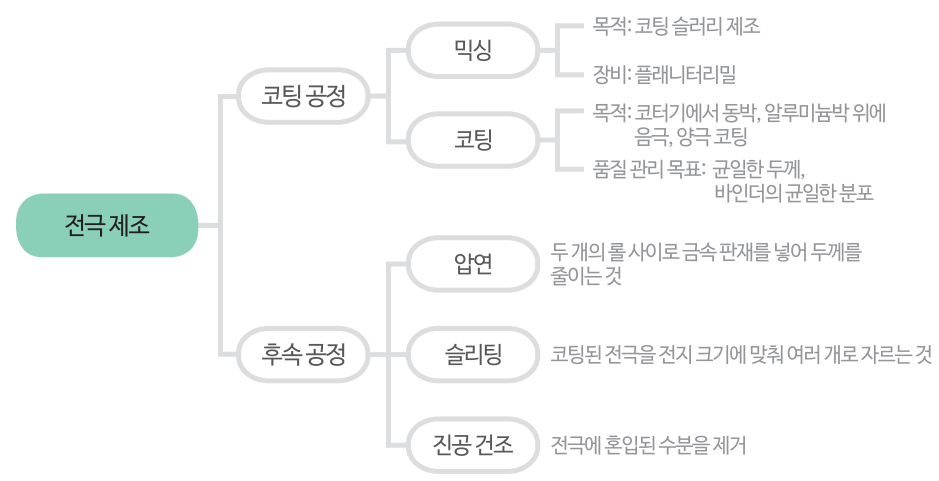
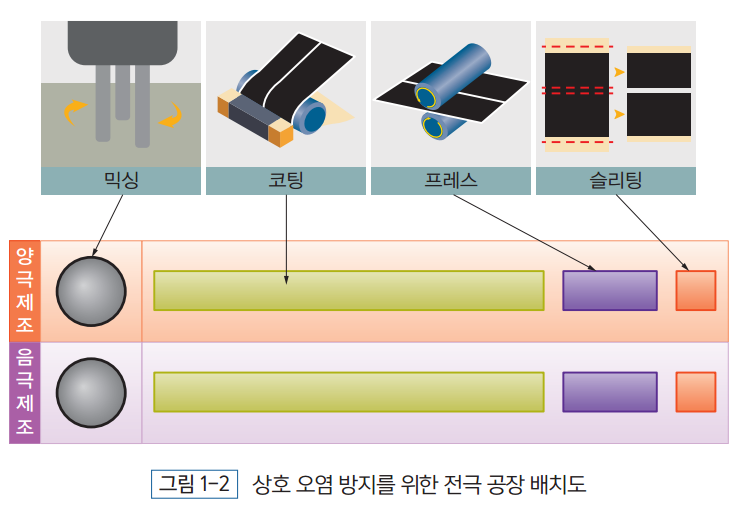
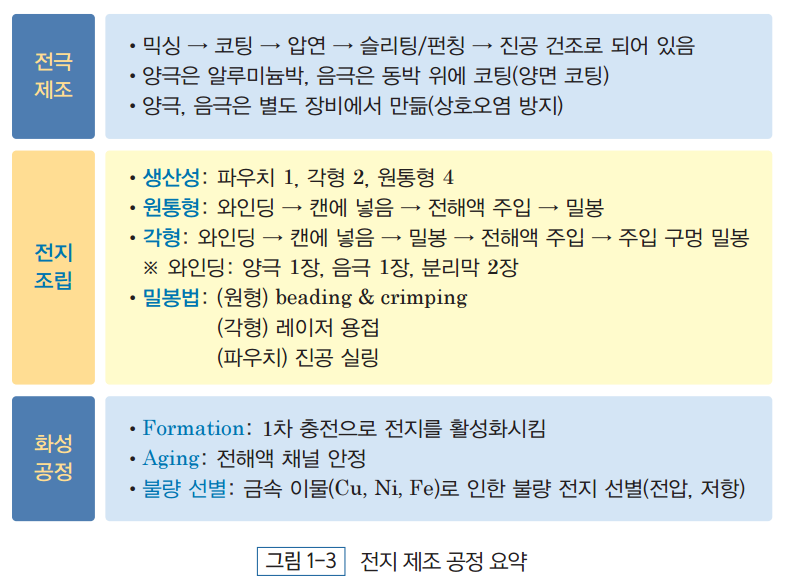
전극 제조는 코팅 공정과 후속 공정으로 되어 있다. 코팅 공정은 믹싱, 코팅으로 이루어졌고, 후속 공정은 압연, 슬리팅, 진공 건조로 이루어져 있다. 파우치 전지는 슬리팅 공정 대신 펀칭 공정을 사용한다. 양극은 알루미늄박에 양면 코팅을 하고, 음극은 동박에 양면 코팅을 하여 전극을 만든다. 상호 오염 방지를 위해 [그림 1-2]처럼 양극과 음극 전극을 별도 장비에서 만들기 때문에 같은 장비가 2대 필요하다.
소형 전지의 경우 파우치 전지, 각형 전지, 원통형 전지의 생산성이 1:2:4로, 원통형 전지의 생산성이 가장 높다. 원통형 전지의 생산성은 1990년대에 60PPM1으로, 원통형 전지 1개 라인에서 월 100만 개의 전지를 생산했다. 지금은 160PPM으로 생산성이 향상됐다. 원통형 전지는 와인딩으로 젤리롤을 만든 다음, 금속캔에 넣고 전해액을 주입한 후 밀봉한다. 각형 전지는 밀봉한 후에 전해액을 주입한다. 원통형 전지와 각형 전지의 조립 순서가 다른 것은 밀봉법이 다르기 때문인데, 원통형 전지는 크림핑(crimping)이라는 기계적 방법으로 밀봉하고, 각형 전지는 레이저 용접으로 밀봉한다. 용접 시 전해액에 불이 날 수 있어서 각형 전지에서는 밀봉 후 전해액을 주입하는 것이다.
PPM1: parts per minute의 약자이다
화성 공정은 ① 포메이션(Formation), ② 에이징(Aging), ③ 불량 선별로 구성되어 있다. 리튬 이온 전지는 방전 상태로 제조하므로 전압이 뜨지 않는다. 그래서 1차 충전으로 전지를 활성화해야 하는데, 이것이 포메이션이다. 에이징은 전해액 채널을 안정시키는 공정이다. 전해액 채널이 안정되면 고체처럼 행동한다. 리튬 이온 전지는 분리막이 얇아서 금속 이물이 많으면 쇼트가 날 수 있다. 그래서 동, 니켈, 철의 금속 이물이 많이 들어간 전지를 불량으로 빼내는 공정이 불량 선별이다. [그림 1-3]은 전지 제조 공정을 요약한 것이다.
1. 믹싱 공정
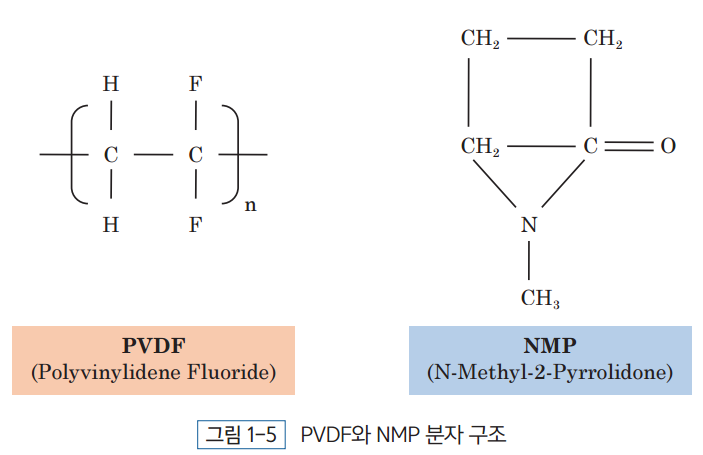
양극 활물질은 세라믹이므로 볼밀(ball mill)과 같이 강한 전단 응력을 가하는 밀링에도 결정 구조가 깨지지 않지만, 흑연 음극은 결정 구조가 약해서 강한 전단 응력을 가하는 밀링을 사용할 수 없다. 그래서 [그림 1-4]와 같은 플래니터리밀(planetary mill)을 사용한다. 이것은 제과점에서 밀가루를 반죽할 때 사용하는 장비와 유사하다. 관리의 편의를 위해서 양극도 음극과 동일한 플래니터리밀을 사용한다. 양극의 바인더는 PVDF2이고, 바인더를 녹이는 용매로는 NMP3를 사용한다. [그림 1-5]는 PVDF와 NMP의 분자 구조이다.
PVDF2: Polyvinylidene Fluoride의 약자이다.
NMP3: N-Methyl-2-Pyrrolidone의 약자로, 노말메틸피롤리돈이라고 한다.
PVDF를 NMP에 녹여 6% PVDF 용액을 만든다. 작은 공장에서는 업체로부터 6% PVDF 용액을 공급받기도 한다. 여기에 양극 활물질과 도전재인 카본 블랙을 넣고 코팅 슬러리를 만든다. 소형 전지의 전극은 활물질 96%, 도전재 2%, 바인더 2%의 조성으로 되어 있다. PVDF 바인더는 분자량이 클수록 접착력이 좋다. 비표면적이 큰 물질인 도전재가 많을수록 분산이 어렵다.

양극 활물질의 입도 분포는 믹싱 공정과 전극 품질에 큰 영향을 준다. 양극 소재의 규격은 전지 회사가 정한다. 전극 설계에서 피해야 할 것이 활물질의 점접촉(point contact)이다. 활물질이 점접촉으로 연결되면 고립되는 분말이 생겨 용량이 저하된다. 양극 활물질은 전기전도도가 낮아 전자 전도 물질인 도전재를 넣는다. [그림 1-6]처럼 작은 분말의 도전재가 활물질 사이를 채우면서 점접촉을 막아, 단봉(single peak)의 입도 분포를 가진 양극 소재를 사용한다.
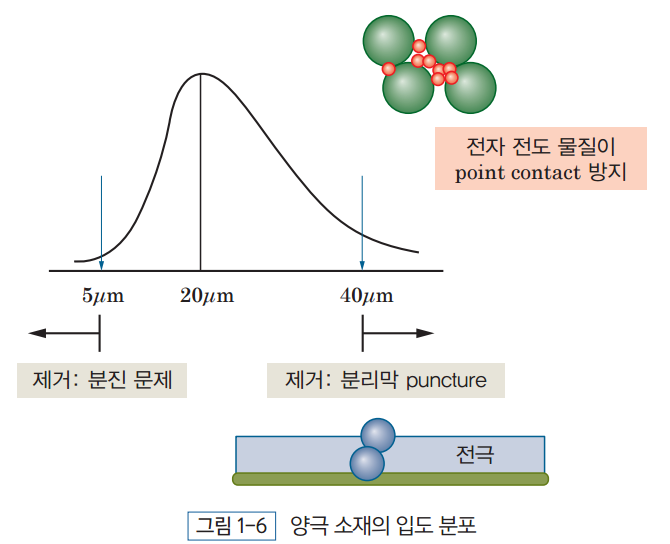
양극 소재의 평균 입도가 20μm라고 가정하면, 5μm 이하의 분말은 제거한다. 작은 크기의 분말은 바인더와 제대로 반응하지 않고 분진이 될 가능성이 크다. 전지 조립 공장의 와인더에서 분진이 날린다면 그 공장의 품질 수준은 낮은 것이다. 분말을 다루는 공장에서 분진은 품질 평가의 척도가 된다. 40μm 이상의 큰 분말도 제거해야 한다. 소형 전지에서 양면 코팅한 전극의 두께는 150μm인데, 집전체 두께인 10μm를 빼면 코팅 한쪽 면의 두께는 70μm이다. 이때 40μm 이상의 분말이 혼입되어 있으면 전극 두께를 균일하게 맞출 수 없을 뿐 아니라, 분리막이 손상될 위험도 있다. 고출력 전지의 전극 두께는 70μm이다. 두께가 얇아지면 양극 활물질의 입도 분포도 변한다. 믹싱 공정에서 기억해야 할 숫자는 점도와 고형분이다. 점도는 4,500~5,000cps, 고형분은 60~70% 정도 된다. 12시간 믹싱을 한 다음, 2시간 정도 진공 탈포를 실시해 가스를 제거한다.
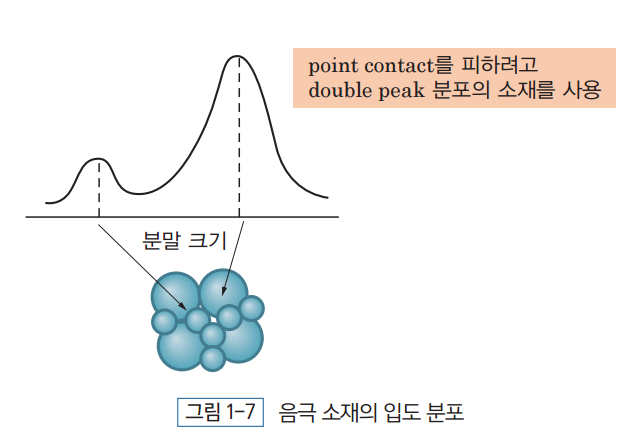
LCO는 공과 같은 단순 구조로 되어 있어 수분 제거에 별다른 문제가 없다. 반면 NCA, NCM은 작은 분말이 모여 큰 분말을 만든다. 이러한 이중 구조 물질은 수분이 혼입되면 진공 건조 공정으로 제거하기 힘들다. NCA, NCM, LFP와 같이 이중 구조로 되어 있는 활물질은 드라이룸(dry room)에서 믹싱하는 것이 바람직하다. 흑연 음극은 전기전도도가 우수해서 도전재를 넣지 않는다. 점접촉을 막기 위해 [그림 1-7]처럼 쌍봉(double peak)의 입도 분포를 가진 활물질을 사용한다. 이때 작은 분말이 큰 분말 사이에 들어가 활물질의 점접촉을 막는다.
간혹 공장에서 기계 소음 때문에 음악을 크게 틀어놓는 경우가 있는데 믹싱 조업자는 소리에 민감해야 한다. 청진기로 믹서의 소리를 듣고 이상이 없는지 확인해야 하는 경우도 있고, 손으로 믹싱 슬러리를 만져 이물질 혼입 여부를 판단해야 하기도 한다. 이렇듯 믹싱은 감각에 의존하는 조업이므로 경험 많은 현장 기술자가 필요하다.
삼성SDI는 전지 사업 초기에 믹싱이 얼마나 중요한 조업인지 실감할만한 사건을 겪는다. 삼성SDI에는 일본 기술자가 많아 양산 1호기 가동이 순조로웠다. 이는 9개월 먼저 양산 공장 준공식을 한 LG화학(現 LG에너지솔루션)이 10개월 동안 공정 문제로 공장이 가동되지 않은 것과 대조를 이룬다. LG화학은 압연 공정에서 작업 지시서를 제대로 이해하지 못한 현장 기술자가 과도하게 압연을 하는 바람에 수명 성능이 제대로 나오지 않았다. 수명 문제의 원인을 파악하는 데에 10개월이 소요됐다. 반면 2000년 7월 전지 양산을 시작한 삼성SDI는 2002년 흑자를 눈앞에 두고 있었다. 하지만 모든 것이 순조롭기만 하던 2002년 11월 화성 공정에서 이상 징후가 나타난다. 전압과 저항이 약간씩 기준을 벗어나고 있었던 것이다. 이러한 미묘한 차이를 기존 인력들은 파악하지 못했다. 다른 사업부에서 온 젊은 대리가 신선한 감각으로 이 차이를 감지했다.
전지사업부는 원인 파악에 들어갔고, 원인 분석 결과, 믹서가 원인임이 밝혀졌다. 분해해 보니 이물질이 잔뜩 들어 있었고, 믹서의 블레이드는 이물질로 인해 변형되어, 회전할 때마다 내벽과 접촉하고 있었다. 한 달 이상 블레이드와 믹서 내벽이 부딪히면서 스테인리스 분말이 슬러리에 혼입됐던 것이다. 이것을 ‘삼성SDI 믹서 사고’라고 부른다. 이 사고로 삼성SDI는 2002년에 적자가 났고, 2003년 5월에는 HP 노트북에서 전지 발화 사고를 일으키면서 더욱더 힘든 상황에 빠지게 된다. 믹서 사고가 일어난 지 거의 20년이 되어가고 있지만, 삼성SDI는 2002년과 같은 전성기를 맞지 못하고 있다.
Tesla가 초대형 전지 공장인 기가팩토리(gigafactory)를 도입했다. 비용을 20% 이상 줄이는 것이 기가팩토리의 목표 중 하나이다. Tesla의 영향으로 전지 공장이 대형화되고 있다. 믹서는 보통 1,000~1,300L 정도의 크기이다. LG화학은 폴란드 브로츠와프 공장에 2,300L 믹서를 설치했는데, 이 공장은 공장 자동화로 생산성을 최대한 끌어올리기 위해 건설한 것이다. SK이노베이션도 미국 조지아주 잭슨 카운티 공장에 2022년 2,300L의 믹서를 설치할 예정이다.
2. 코팅 공정
코팅은 코터기에서 동박과 알루미늄박 위에 음극, 양극 전극을 코팅하는 공정이다. [그림 1-8]은 코터기의 모습이다.

전지에서는 초기에 슬릿 다이(slit die)와 코마롤 코팅이 경쟁했는데 지금은 압력을 가해 코팅 속도가 빠른 슬릿 다이 방식이 주류를 이루고 있다. 슬릿 다이는 슬롯 다이(slot die)라고도 한다. [그림 1-9]는 슬롯 다이의 모습이다.

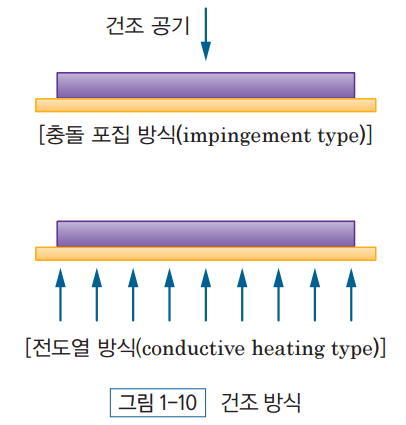
코터기의 코팅부에 슬롯 다이를 장착하여 코팅을 하게 된다. 전극의 건조는 위에서 공기를 분사해서 용매를 증발시키는 충돌 포집 방식으로 한다. 초기에는 [그림 1-10]에서 보는 것처럼 충돌 포집 방식(impingement type)과 전도열 방식(conductive heating type)이 경쟁했으나 속도가 빠른 충돌 포집 방식이 우위를 점하게 된다.
코터기에서 증발한 NMP 용매는 회수한다.4 회수한 NMP는 공급업체에서 수거해 전지보다 저급 시장에 판매한다. 한 면을 코팅한 후 코팅 헤드로 가져와 반대편을 코팅하는 방식으로 양면 코팅을 했다. 전극이 수평으로 이동하므로 동시 양면 코팅은 할 수 없다. 지금은 한 면을 코팅한 후 2층으로 이동하여 반대편을 연속적으로 코팅하는 방식으로 양면 코팅을 한다. 코터기는 길이가 70m 이상, 높이가 7m나 되는 장비로 전지 공장에서 가장 큰 장비이다.
공장 건물 바깥에 NMP를 회수하는 설비가 있다. NMP는 화재의 위험이 있는 물질이다.4
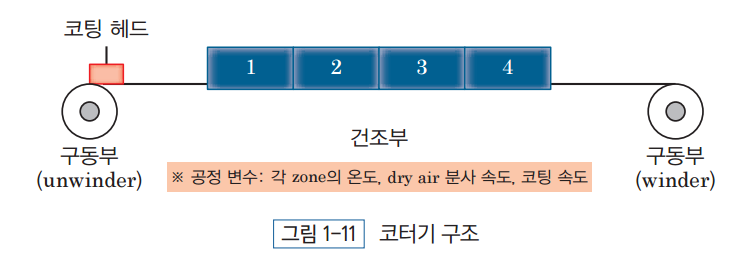
코터기는 [그림 1-11]에 도식한 것처럼 ① 코팅 헤드, ② 건조부, ③ 구동부로 구성되어 있다. 코팅의 품질 목표는 두께를 일정하게 하고, 바인더를 균일하게 분포시켜 전극이 떨어지거나 분진이 날리지 않도록 하는 것이다. 이를 위하여 건조부의 온도, 건조 공기 분사 속도, 코팅 속도를 제어한다. 건조부의 조업 조건을 잡을 때 머릿속에 그려야 할 이미지는 건조부 1, 2에서 바인더의 위치를 정하고, 건조부 3에서 바인더를 고정하며, 건조부 4에서 전극을 안정시킨다는 것이다. 이러한 그림을 머리에 그리며 최적의 조업 조건을 도출하는 것이 코팅의 핵심이다.
수계 바인더는 PVDF 바인더보다 코팅이 까다롭다. 물을 용매로 사용하므로 코터기의 배관이 스테인리스강이 되어야 한다. 건조부 1의 온도도 중요하다. 건조부 1의 온도가 60℃를 넘으면 계면 활성제인 CMC가 위로 떠올라 결착력이 나빠진다. SBR 수계 바인더를 사용할 경우 분말을 먼저 믹싱한 후 물을 넣는 방법을 사용하기도 한다. 이것을 분말 믹싱(powder mixing)이라고 한다.
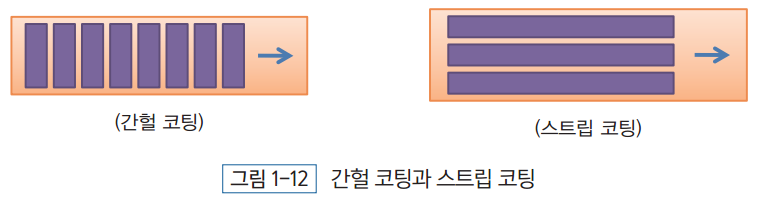
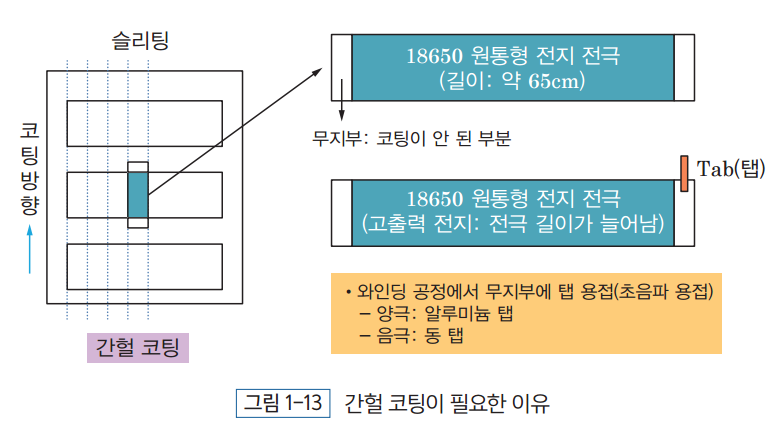
전지에서 탭은 전극과 외부 단자를 연결하는 전자의 통로이다. 전극에 탭을 부착하려면 코팅을 하지 않아 금속박이 노출된 부분인 무지부가 필요하다. 무지부를 만들기 위하여 간헐 코팅(intermittent coating)과 스트립 코팅(strip coating)을 한다. 스트립 코팅은 스트라이프 코팅(stripe coating)이라고도 한다. 소형 전지에서는 간헐 코팅을 하고, 중대형 전지에서는 스트립 코팅을 한다. 간헐 코팅은 코팅 방향의 수직으로 일정한 간격의 무지부가 있고, 스트립 코팅은 코팅 방향으로 무지부가 생긴다. [그림 1-12]는 간헐 코팅과 스트립 코팅으로 만든 전극의 모습이다. [그림 1-13]은 소형 전지에서 간헐 코팅으로 형성된 무지부가 후속 공정에서 어떻게 사용되는지를 보여 준다.
코팅 공정에서 전지 설계에 대한 대부분의 변수가 결정된다. 로딩량(loading level, mAh/cm2)은 단위 면적당 용량으로 전극의 두께를 말한다. 코팅에서 코팅 헤드의 슬릿 간격을 조정하여 전극의 두께를 제어한다. 목표 전지의 용량에서 로딩량과 전극 면적이 결정된다. 이것을 바탕으로 간헐 코팅의 패턴이 정해지는 것이다.
리튬 이온 전지에서는 음극이 리튬 금속이 아니라 흑연이다. 금속을 음극으로 하는 전지와는 달리 과충전이 되면 음극에 리튬 금속이 석출될 수 있다. 이를 방지하기 위해 음극의 용량을 양극보다 크게 한다. 이것을 N/P 비율(N/P ratio)이라고 한다. N/P 비율은 설계 기준에 규정하는 것이 원칙이다. 일본 회사의 경우 최소 N/P 비율을 1.12로 규정하고 있다. 음극의 용량이 양극보다 12% 많게 설계하는 것이다. N/P 비율이 낮으면, 용량은 증가하지만 안전성이 악화된다. 국내 전지산업계에서 일어난 전지 발화 사고를 분석해보면 N/P 비율이 1.06 이하인 경우가 많았다. 이 정도로 낮은 N/P 비율에서는 약간의 공정 실수로도 음극에 리튬 금속이 석출되어 전지가 발화될 수 있다. 전지산업계에서는 이처럼 공정마진을 최대한 줄인 공정을 외줄 타기 공정이라고 부른다. 전지 회사의 일부 사람들은 외줄 타기 공정을 제조 기술이 우수한 것으로 간주하여 자랑스럽게 생각하기도 한다. 국내 전지산업계가 일본과 달리 N/P 비율의 하한선을 정하지 않은 것은 전지 사업 초기에 일본과 경쟁하기 위해서 모험을 할 필요가 있었기 때문이다. N/P 비율을 낮추지 않으면 기술력이 우수한 일본의 선발 업체와 경쟁하기 어려웠다. N/P 비율은 낮아도 문제이지만, 너무 높아도 문제가 된다. N/P 비율이 높으면 수명이 늘어나고 안전성이 좋아진다. 대신 음극 활물질이 더 들어가므로 가격이 올라간다. 전기자동차는 장수명 전지를 요구한다. 후발 업체가 선발 업체와 경쟁하려고 N/P 비율을 높여 수명 성능을 확보하는 경우가 많다. 미국의 A-123는 수명 성능이 우수한 전지를 만들었다. A-123에서 만든 장수명 전지의 비결은 경쟁사보다 높은 N/P 비율이었다. A-123는 판가보다 높은 원가로 고전하다가 중국 완샹에 매각된다.
전지를 설계할 때 안전성을 결정하는 변수인 N/P 비율을 조정하는 것은 바람직하지 않다. N/P 비율을 고정하고, 핵심 요소 기술을 활용하여 전지를 설계하는 것이 선진국형 전지 설계다. 리튬 이온 전지는 근본적으로 위험한 전지이므로 설계 기준을 정해서 연구원들이 마음대로 설계하지 못하도록 해야 한다. 국내 전지산업계도 이제 설계 기준을 만들어야 할 때가 되었다. N/P 비율을 정할 때 일본 회사의 규정을 사용해 1.12라고 해서는 안 되며, 전지 회사마다 공정 능력이 달라 각 회사에 맞는 설계 기준이 필요하다. 이러한 설계 기준을 만들려면 많은 양의 데이터가 필요하다.
3. 후속 공정
코팅으로 전극이 만들어지면 압연, 슬리팅, 진공 건조 공정을 거친다. 이것을 후속 공정이라고 한다.
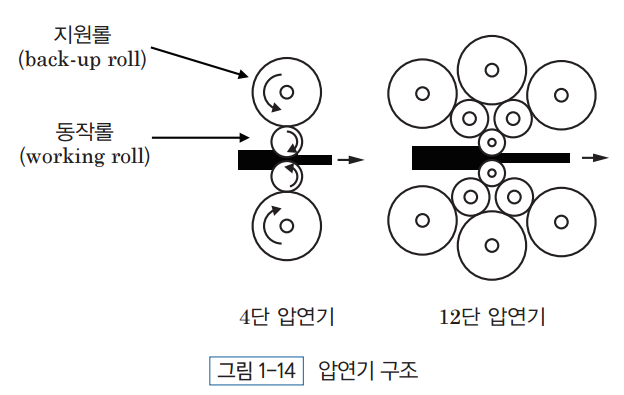
압연은 포스코와 같은 금속 회사에서 많이 사용하는 공정으로, 두 개의 롤 사이로 금속 판재를 넣어 두께를 줄이는 것이다. 롤 프레싱(roll pressing)이라는 용어를 사용하기도 한다. 금속 압연은 두께가 얇아지면서 길이가 늘어나고, 부피는 일정하다. 그러나 전지에서의 압연은 전극의 길이가 변하지 않고 두께만 줄어든다. 압연 공정에서 합제 밀도(g/cc)가 결정된다. [그림 1-14]는 압연기의 구조이다. 지원롤이 많을수록 정교한 압연기이나, 전지에서는 지원롤이 하나인 간단한 압연기를 사용한다. 롤에 열을 가해서 압연을 할 수도 있지만 정교함이 떨어지므로 대부분 상온에서 압연을 한다. 또한 압연기에서는 롤의 표면 상태 관리가 중요하다. 롤에 상처가 나면 지속적으로 불량이 나올 수 있기 때문이다.
흑연 음극은 결정 구조가 약해서 과도하게 압연을 하면 결정 구조가 깨진다. 그래서 양극보다 합제 밀도가 낮다. 합제 밀도가 높으면 용량은 증가하지만, 수명이 짧아지고 안전성이 악화된다. 압연은 전극과 금속 집전체의 결합력을 강화하기도 한다. 양극 집전체인 알루미늄박은 표면에 산화알루미늄 피막이 덮여 있어서 전극과 결착력이 좋지 않지만, 압연을 하면 산화알루미늄 피막이 깨지면서 전극과 기계적으로 결합한다. 이것을 기계적 잠금(mechanical locking)이라고 한다. 음극을 믹싱할 때 소량의 옥살산을 넣으면 동박과 전극과의 결착력이 향상된다.
양극은 1.5m 폭의 알루미늄박 위에 코팅하고, 음극은 0.75m 폭의 전해동박 위에 코팅한다. 전기자동차용 전지로 시장이 팽창하면서 전지 회사에서는 전해동박의 폭을 1.5m로 늘려달라는 요구를 하고 있다. 금속 압연박의 경우 1.5m 폭이 기본이다. 2019년 동박 사업을 인수한 SKC(現 SK넥실리스)는 1.4m 폭의 전해동박을 개발하여 관심을 끌고 있다.
슬리팅(slitting)은 전극을 전지의 크기에 맞게 여러 개로 자르는 공정인데, 전극을 풀면서 회전하는 여러 개의 원형 날로 전극을 자른다. 폭이 작아진 여러 개의 전극을 감으면 점보롤(jumbo roll)이 된다. 슬리팅 장비는 본체를 만드는 회사와 회전 칼날 세트를 만드는 회사가 다르다. 전지 회사는 여러 종류의 칼날 세트를 가지고 있다. 전지 공장에서 지그를 교체하면 크기가 다른 전지를 만들 수 있으며, 이것을 형교환이라고 한다. 회전 칼날 세트도 형교환을 할 때 교체한다.
슬리팅 공정에서는 금속박이 잘리면서 금속 이물이 발생한다. 금속 이물이 전극에 혼입되면 불량 전지가 된다. 파우치 전지는 점보롤을 만들지 않고, 카드 모양으로 전극을 자른다. 이것이 스탬핑(stamping) 또는 펀칭(punching)공정이다. 카드 모양으로 전극을 자른 후 매거진(magazine)에 넣어 조립 공장으로 보낸다. 디스플레이 산업이 위축되자 디스플레이 장비 회사가 전지 장비에 관심을 가지게 되었고, 이 영향으로 세련된 장비들이 등장하고 있다. 디스플레이 장비 회사는 카드 모양의 전극을 만들 때 펀칭과 같은 기계적 방법 대신 레이저(LASER)5를 사용하여 금속 이물 발생을 줄이고 있다.
LASER5: Light Amplification by Stimulated Emission의 약자로, 집중된 강한 빛을 말한다. Stimulated emission은 아인슈타인이 발명한 원리이다.
전극 제조 공정에서 전극에 혼입된 수분을 제거하는 공정이 진공 건조(vacuum drying)다. 물의 증발 온도 이상에서 12시간 이상 건조한다. 진공 건조 공정을 마치면 전극의 수분 함량이 양극은 320ppm6 이하, 음극은 200ppm 이하로 줄어든다. 2층으로 되어 있는 소형 전지 공장의 경우 1층의 전극 제조 공장에서 전극을 넣고 건조한다. 건조가 완료되면 건조로가 엘리베이터를 타고 2층으로 이동하여 2층의 전지 조립 공장에서 점보롤을 빼낸다.
ppm6: parts per million, 1ppm은 백만분의 1을 의미한다.
슬리팅에서 전극을 자른 후 와인딩으로 점보롤을 만들 때 롤의 직진도를 맞추는 것은 물론이고, 점보롤에 잔류 응력(residual stress)7이 생기지 않도록 장력을 조정해야 한다. 점보롤에 잔류 응력이 있으면 진공 건조 공정에서 열을 흡수해 잔류 응력이 풀리면서 직진도가 어긋날 수 있다. 이렇게 되면 후속 공정인 와인딩 공정에서 빗감김 불량이 많이 나온다. 리튬 이온 전지 제조는 이처럼 미세 관리를 철저히 해야 한다. 이를 위해서는 많은 실험 데이터가 필요하다. 일본 기술자를 통해 전지 기술을 흡수해 온 국내 전지산업계는 미세 관리를 위한 데이터 축적에 관심을 갖지 않았다. 모방 연구에서는 데이터를 축적할 필요 없이 선발 업체가 했던 것을 그대로 따라 하면 되기 때문이다. 그래서 기초가 약했다. 이것이 선발 업체인 일본과 비교되는 우리의 약점이다.
잔류 응력7: 재료에 외력이 작용하지 않은 상태에서 그 재료 내에 존재하는 응력을 말한다.
국내 전지산업계는 정부의 지원을 받아 본격적으로 전지 인력을 양성하려고 한다. 대학에서 전지에 대한 지식과 경험을 쌓은 인력들이 많이 배출될 것이다. 인력을 육성할 때 소재 개발과 같은 상업화 가능성이 낮은 분야에 투자하는 것보다는 데이터 산출과 같은 실질적인 분야에 투자하는 것이 더 바람직하다. 그렇게 해야 좋은 인력이 육성된다. 1997년부터 중기 거점 과제, 차세대 성장 동력 과제 등 정부에서 많은 지원을 했으나 효과는 미비했다. 전지산업계는 20년이 넘는 역사를 걸어왔기에, 지금까지 걸어온 길이 맞는 길이었는지 한 번쯤 돌아볼 시점이 됐다.
핵심 질문으로 이론 마무리 |
Q1 리튬 이온 전지의 형태에는 어떤 것들이 있으며, 이 중 리튬 이온 전지에만 있는 형태는 무엇인가? →리튬 이온 전지는 형태에 따라 원통형, 각형, 파우치 전지로 분류한다. 파우치 전지는 리튬 이온 전지에만 있는 전지 형태이며, 전극과 분리막이 얇아 파우치 전지가 가능하다. |
Q2 전지 제조 공정은 어떻게 구성되어 있으며, 이 중 전지 형태에 따라 다른 공정은 무엇인가? → 전지 제조 공정은 전극 제조, 전지 조립, 화성 공정으로 구성되어 있다. 이 중 전지 조립 공정은 전지 형태에 따라 다르다. 같은 형태의 전지에서는 형교환으로 금형과 지그를 교체해 다양한 사이즈의 전지를 만들 수 있다. |
Q3 코터기는 어떻게 구성되어 있으며, 어떤 방식으로 양면 코팅을 하는가? → 코터기는 코팅 헤드, 건조부, 구동부로 구성되어 있다. 한 면을 코팅한 후 코팅 헤드로 가져와 반대편을 코팅하는 방식으로 양면 코팅을 했다가, 최근에는 한 면을 코팅한 후 2층으로 이동하여 반대편을 연속적으로 코팅하는 방식으로 양면 코팅을 한다. |
Q4 전극에 탭이 부착될 무지부를 만들기 위하여 소형 원통형 전지와 중대형 전지에서는 각각 어떤 코팅을 하며, 코팅과 압연에서 어떤 중요한 설계 변수가 결정되는가? → 소형 전지에서는 코팅 방향의 수직으로 무지부가 형성되는 간헐 코팅을 하고, 중대형 전지에서는 코팅 방향으로 무지부가 형성되는 스트립 코팅을 한다. 코팅 공정에서는 전극의 두께가 결정된다. 전극 두께에서 로딩량(mAh/cm2)이 나오고, 압연 공정에서 합제 밀도(g/cc)가 결정된다. |
Q5 슬리팅 공정에서 전극을 감을 때 잔류 응력을 제대로 관리하지 못하면 어떤 문제가 발생하는가? → 진공 건조 공정에서 열을 흡수해 잔류 응력이 풀리면서 점보롤의 직진도가 어긋나, 후속 공정인 와인딩 공정에서 빗감김 불량이 많이 발생할 수 있다. |
커뮤니티 Q&A
위 이론과 관련된 게시글이에요.
이해가 안 되거나 궁금한 점이 있다면 커뮤니티에 질문해 보세요!
게시글 작성하기